En SCI explicamos diferentes métodos de ensayos no destructivos. En este artículo explicamos en qué consiste el ensayo de radiografía.
¿Qué tipo de ensayo es la radiografía?
Por su naturaleza, al ser un ensayo no destructivo, no provoca ningún tipo de daño o alteración en la pieza que se inspecciona. Una vez realizada la inspección la pieza que ha sido tratada mantendrá sus mismas cualidades físicas sin ningún tipo de alteración.
Los ensayos de radiografía se pueden utilizar tanto materiales base (fundición) como para uniones por soldadura.
¿En qué se basa un ensayo por radiografía industrial?
En los ensayos de radiografía industrial se proyectan haces de radiación electromagnética ionizante. Estos haces pueden ser tanto de rayos gamma como de rayos X.
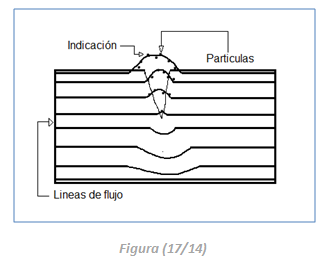
Se trata de un método de absorción diferenciada de la radiación por parte de la pieza que se está ensayando. La radiación será absorbida por el material en mayor o menor medida en función de la existencia o no de discontinuidades internas en la pieza.
Por ejemplo, si en una pieza existen poros, la radiografía, se observará más oscura dónde existen estos defectos; por el contrario, si existe sobre espesor, en la radiografía se podrá observar una zona más clara.
En función principalmente de la densidad del material (aunque también afecta el espesor), será necesario aplicar una técnica u otra para que los rayos traspasen el material.
Una vez que la radiación atraviesa la pieza, el resultado se queda como registro en una película radiográfica.

¿Por qué la utilización de la radiación electromagnética?
Se utiliza la radiación electromagnética en este tipo de ensayos ya que este tipo de radiación es capaz de propagarse a la velocidad de la luz. Con la ventaja de tener una menor longitud de onda y una mayor energía y poder de penetración.
Este tipo de radiación será la ideal para atravesar la pieza y poder descubrir la presencia de posibles discontinuidades de una forma rápida, fiable y precisa.
Tipos de ensayos por radiografía industrial
En SCI realizamos diferentes tipos de ensayos por radiografía industrial.
La técnica más común son los ensayos por radiografía convencional. Contamos con los mejores equipos fijos (bunkers) y portátiles para desarrollar este tipo de ensayos. Actualmente, en SCI disponemos de varios bunkers en las diferentes delegaciones, tanto a nivel nacional, como internacional.
Otro tipo de ensayos que realizamos son los ensayos de radiografía industrial con acelerador lineal. En SCI somos la primera empresa en España que ofrece servicios de inspección pudiendo radiografiar espesores de acero de hasta los 300 mm de espesor. Este tipo de END de radiografía industrial lo realizamos en nuestras instalaciones en Guipúzcoa.
Y por último nos encontramos con los ensayos de radiografía digital. En estos ensayos sustituimos la película radiográfica por un captador que realiza la impresión de una imagen digitalizada. Nuestro servicio de radiografía digital es líder en el mercado.