Auxilio! - Problemas al imprimir
| Sitio: | 'ELE' Plataforma Educativa Chaqueña |
| Área temática: | IMPRESIONES 3D |
| Libro: | Auxilio! - Problemas al imprimir |
| Imprimido por: | Invitado |
| Día: | sábado, 18 de julio de 2026, 20:39 |
1. Distintos problemas que podemos tener al hacer nuestras impresiones
En esta sección hablaremos de los problemas que pueden a la hora de imprimir nuestros modelos. Trataremos los problemas de la impresión 3D y encontraran información suficiente para poder solucionarlos.
Presten atención sobre todo a las imágenes para identificar el problema que están teniendo y recuerden documentar sus propias experiencias para mejorara sus impresiones y también para compartirlas!
Esta es una muestra de los problemas mas comunes en las impresiones 3D. Hay una foto y una breve descripción de cada uno. En los casos que sea necesario, ampliaremos la información en un entrada aparte, especifica de ese problema
Falta de extrusión en la primera capa (Not-Sticking)

Es sin duda, el problema más habitual. En muchos casos no hemos calibrado correctamente la plataforma de impresión. Es muy importante que la plataforma esté perfectamente calibrada respecto al cabezal de impresión, que la distancia entre la boquilla y la cama sea lo más perfecta posible. Si al imprimir la primera capa el cabezal está demasiado lejos de la plataforma, el plástico no se aplastará contra la plataforma de impresión correctamente, por lo tanto, habrá muchas posibilidades de que nuestra pieza se suelte.También hay otros posibles motivos.
1-Demasiada distancia entre la cama y el nozzle. Esto hace que el material no se adhiera en la primera capa
2-Demasiada velocidad en la impresión de la primera capa
3-Mucha diferencia de Temperatura entre el material y la cama
4-Área de apoyo de la pieza muy reducida
Solución:
- Calibrar la nivelación de la cama y la distancia entre cama y nozzle (gap)
- Definir una velocidad menor para la primeara capa
- Precalentar la cama a la temperatura indicada
- Utilizar métodos técnicos para mejorar la adherencia (Brim y Raft)
- En caso de persistir el problema, utilizar algun adhesivo como cinta de pintor, laca para pelo, pegamento en barra. etc
Falta de adherencia en la primera capa (Not-Extruding)
Este es un problema muy común en el caso de los principiantes. Se trata de falta de plástico para la primera capa. Esto puede deberse a varias causas, pero las dos mas comunes son:
1-Mala calibración de la cama y poca distancia entre ella y el nozzle. Esto hace que el material no pueda salir en la primera capa
2-Goteo del plástico desde el extrusor cuando no estas imprimiendo, lo que hace que en el inicio de la impresión falte material
Solución:
- Revisar si tenemos filamento y si el sistema de alimentación funciona correctamente
- Calibrar la nivelación de la cama y la distancia entre cama y nozzle (gap)
- Asegurarse de que no haya una obstrucción total o parcial en el extrusor
Levantamiento de la base (Warping)
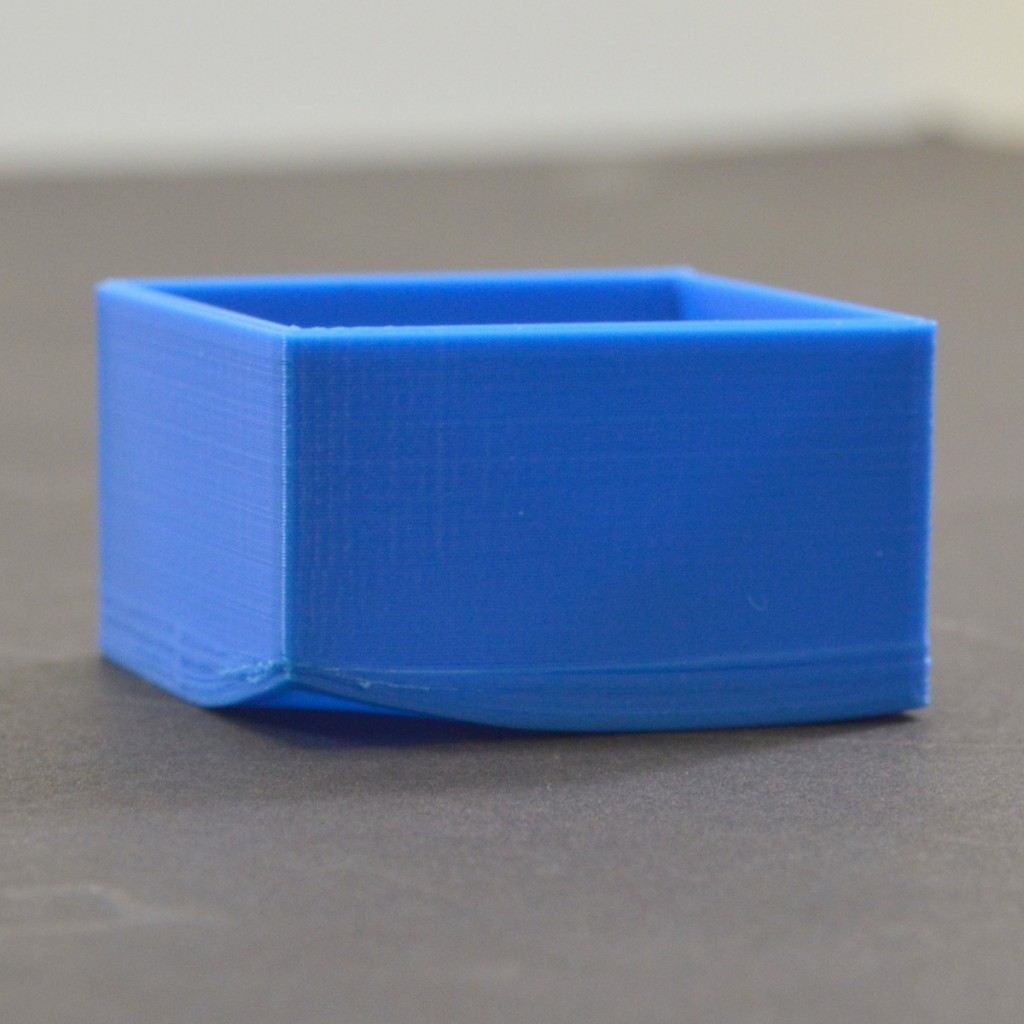
A medida que comenzamos a imprimir modelos más grandes, veremos que, aunque las primeras capas de la pieza se adhirieron con éxito a la cama, más tarde la pieza comienza a doblarse y deformarse. Esta deformación puede ser tan severa que haga que parte del modelo se separe de la cama y puede hacer que toda la impresión falle. Este comportamiento es particularmente común cuando se imprimen piezas muy grandes o muy largas con materiales de alta temperatura como el ABS. La razón principal de este problema es, como en cualquier proceso de fusión, la contracción heterogénea del material
Aunque es difícil de resolver, hay cosas que nos ayudaran:
- Usar cama caliente a una temperatura adecuada, y si la pieza es muy grande, subir esa temperatura
- Usar una caja de impresión, o imprimir en un lugar que nos asegure una temperatura estable y bastante alta del espacio circundante a la impresión
- Usar Brim (borde) o Raft (balsa) que aumenten la adherencia
- Usar un material de menor indice de contracción
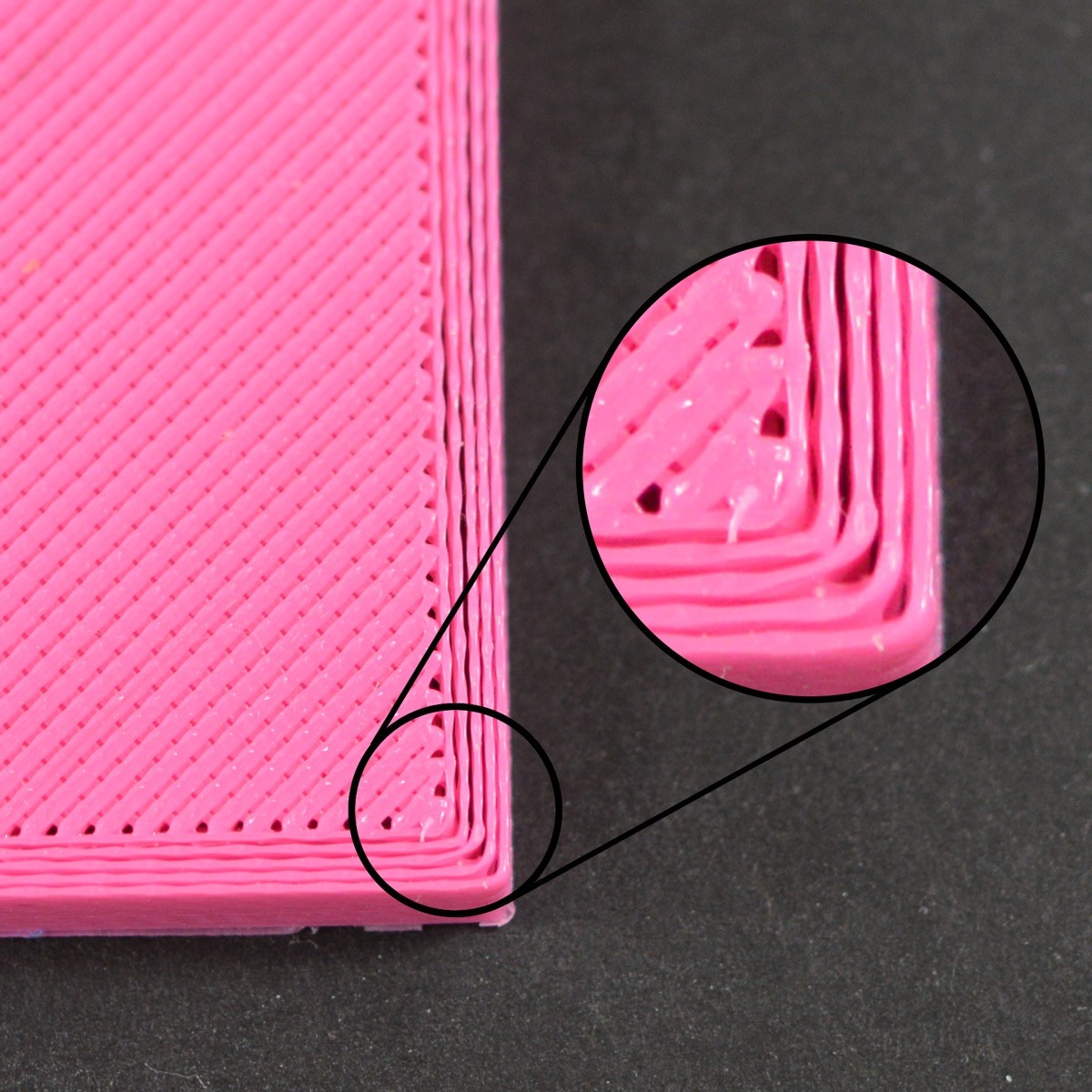
Lineas muy visibles en la capa Superior o Almohadillado (Pillowing)
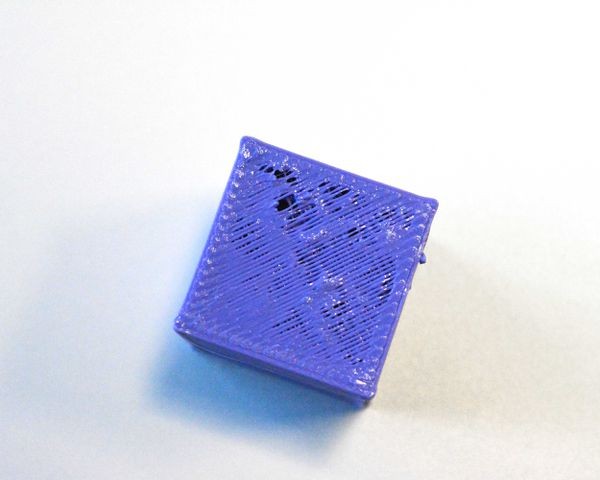
Como sabemos, la mayoría de las piezas impresas en 3D no son completamente solidas, sino que se crean para tener una cascara sólida que rodea un interior poroso, parcialmente hueco (infill). Si bien el interior de la pieza puede ser parcialmente hueco, queremos que el exterior si sea sólido. Para hacer esto, el slicer usado nos permite especificar cuántas capas sólidas deseamos en la parte superior e inferior (Top y Bottom) de nuestro modelo. Esta técnica puede ahorrar una gran cantidad de plástico y tiempo, Sin embargo, dependiendo de la configuración que esté utilizando, puede suceder que las capas sólidas superiores de la impresión no sean completamente sólidas y veamos huecos o agujeros entre las extrusiones que forman estas capas sólidas
Solución:
- Aumentar la cantidad de capas de la cascara superior
- Aumentar el porcentaje de relleno (el Infill quizá sea bajo)
- Aumentar el flujo de extrusión (quizá sea bajo)
Líneas muy visibles en la capa inferior

Es habitual colocar el espesor de la primera capa en 0.3 mm de espesor (con nozzle de 0,4 mm). En este caso es relativamente sencillo calibrar la plataforma de impresión. Pero si desean que la capa inferior quede con mejor acabado deberán reducir esa altura de la primera capa a 0,2 mm o incluso menos, sin embargo, cuando se reduce la altura de capa se debe ser muy preciso en el calibrado de la cama. Una altura de capa de 0,3 mm es bastante indulgente, una altura de 0,1 mm capa es todo lo contrario.
Solución:
- Bajar el espesor de la primera capa
- Revisar calibración de la cama
Encordado (Stringing)

El encordado consiste en hilos horizontales que se generan cuando imprimimos dos piezas a la vez moviéndose de una pieza a otra capa por capa o cuando el objeto que queremos imprimir tiene capas en las que se divide en partes distanciadas e independientes.
Solución:
- La solución principal para resolver la aparición del encordado es la retracción.
Cuando la retracción está activada, permitimos a la impresora absorber algo de filamento antes de mover el cabezal de impresión a través de un espacio abierto donde no tenga que imprimir. Retrayendo el filamento ayudamos a prevenir el goteo de plástico a través de la boquilla durante el desplazamiento en vacío del cabezal.
Voladizos(Overhang)

Las impresoras 3D de deposición no pueden depositar material en el aire. Esta limitación genera piezas con aspectos indeseados y marañas de hilos. Afortunadamente podemos solucionar este problema mediante cambios en el diseño como por diversas opciones que nos ofrecen los softwares de impresión. Cada capa se imprime sobre la anterior, sirviendo esta de apoyo para la siguiente. Hay ocasiones en los que debido a la forma del objeto a imprimir no tenemos material debajo y el material queda colgando formando una U en vez de quedar como una línea recta. Se imprimen parcialmente en el aire y tienden a hundirse ligeramente hacia abajo. A veces estos problemas se acumulan haciendo que cada capa quede peor que la anterior. Tratar con voladizos es complicado, hay muchas variables que afectan a lo bien o mal que vayamos a imprimir: Temperatura, velocidad de impresión, ángulo y longitud del voladizo, el material, la refrigeración…
Solución:
- Aumentar la velocidad de traslado en puentes horizontales
- Mejorar la refrigeración de capa
- Reducir la temperatura de impresión (sin llegar a la sub-extrusion)
- Evitar los puentes en el momento del diseño (recordar siempre la regla de los 45°)
- Si va a haber puentes, usar soportes
Esquinas enruladas (Curling)
Si observan problemas de curvatura (rizado o curling) en la parte superior de su impresión, generalmente será por problemas de sobrecalentamiento, ya sea demasiada temperatura de extrusion, muy alta temperatura de cama o falta de refrigeración de capa. El plástico se extruye a una temperatura muy alta y, si no se enfría rápidamente, puede cambiar de forma con el tiempo (si la cama esta muy caliente, contribuye a que el plástico no se enfríe). El rizado se puede evitar enfriando rápidamente cada capa para que no tenga tiempo de deformarse antes de solidificarse.
Solución:
- Bajar temperatura de extrusión
- Asegurarse de que funcione correctamente el ventilador (fan) de capa
- Bajar la temperatura de la cama
- Asegurarse que la temperatura ambiente no sea excesiva
Sub-extrusión (Under-extrusion)
Llamamos subextrusión al error que ocurre cuando el extrusor de la impresora no puede suministrar la cantidad de plástico que debería. Los síntomas de este problema pueden ser tres; pueden faltar capas, las capas pueden ser muy finas o puede que tengan puntos y agujeros en ellas al azar. La causa directa de este problema es probablemente la más difícil de encontrar puesto que hay muchas variables en juego. La impresora hará todo lo posible para tratar de alcanzar las velocidades de impresión que se están pidiendo pero si éstas van más allá de lo que la impresora es capaz de realizar podemos tener problemas. Si sobrepasamos los límites la impresora seguirá imprimiendo pero el objeto impreso probablemente tendrá paredes que no se fusionan correctamente y huecos entre capas. A esos defectos se los llama subextrusión. Las causas de la subextrusion pueden y suelen ser varias, sin embargo, siempre, lo primero a considerar será conocer los limites de nuestra impresora, y no excederlos.
Solución:
- NO pedirle a la impresora que haga mas de lo que puede hacer.
- NO aumentar el caudal para compensar (Flow)
- Bajar la velocidad de impresión
- Asegurarse de que el sistema de alimentación funcione bien
- Asegurarse de que no haya obstrucciones parciales en el extrusor
Sobre-extrusión (Over-extrusion)
El software trabaja constantemente junto con nuestra impresora para asegurarse de que el extrusor entregue la cantidad correcta de plástico. Esta extrusión precisa es un factor importante para lograr una buena calidad de impresión. Sin embargo, en las impresoras 3D no hay una forma realmente precisa de controlar cuánto plástico se extruye. Lo que hacemos es modificar la configuración del sistema de alimentación y con eso, en un contexto ideal, variamos el flujo, sin embargo, hay variables no consideradas, como la temperatura, obstrucciones, y otras. Si la configuración de extrusión no está configurada correctamente, la impresora puede extruir más plástico del que se necesita. Esta sobreextrusión dará como resultado un exceso de plástico que puede arruinar las dimensiones externas de nuestros objetos.
Solución:
- Configurar correctamente la cantidad de plastico (flow).
- Por defecto el ratio del flow es de 100%, si es excesivo, bajarlo de a 2% e ir observando el resultado
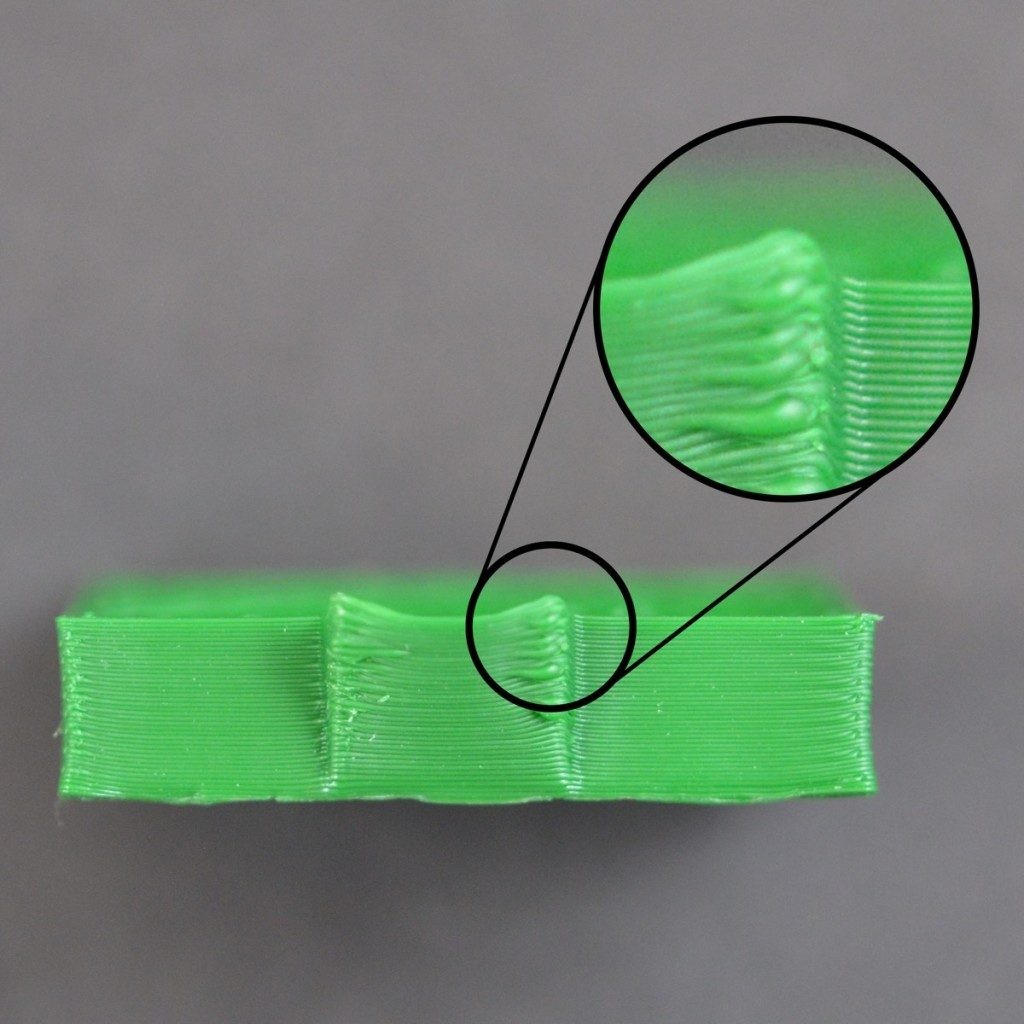
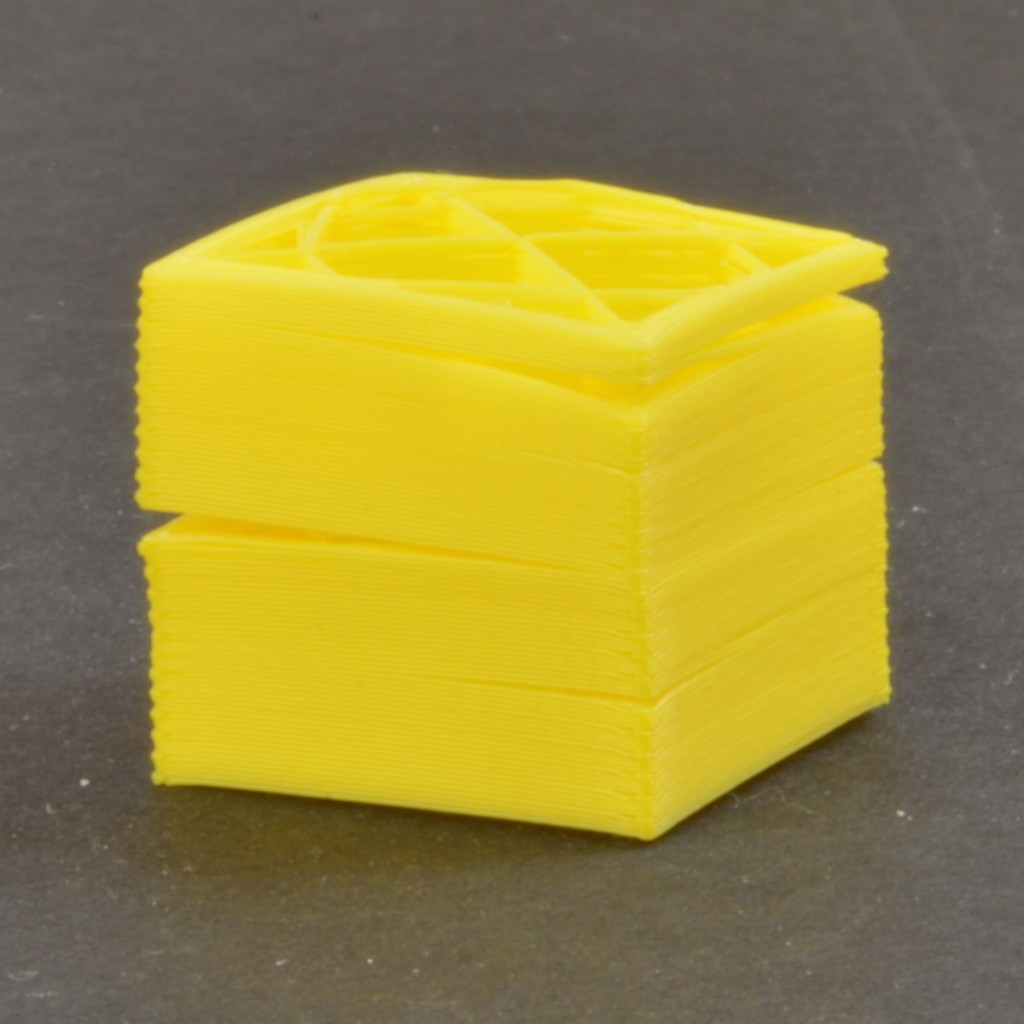
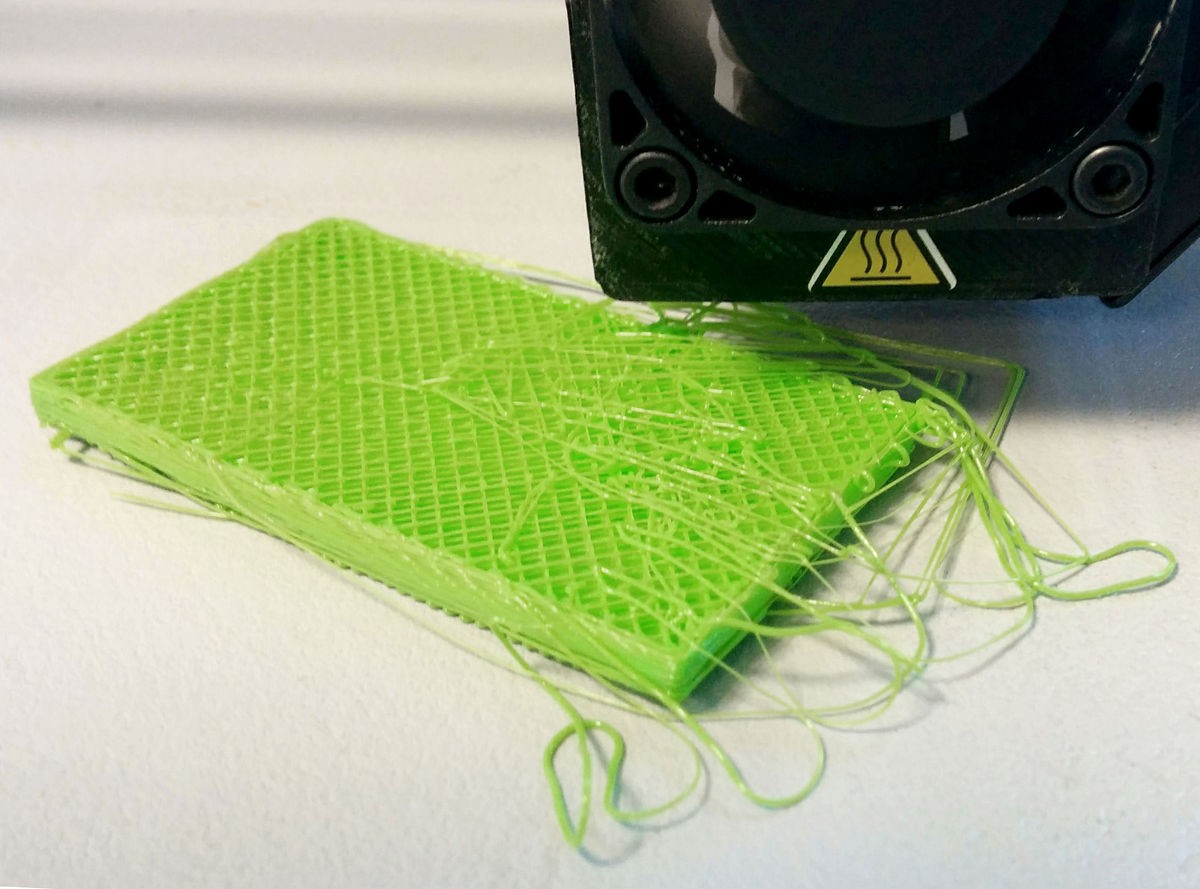
Sobrecalentamiento (Overheating)
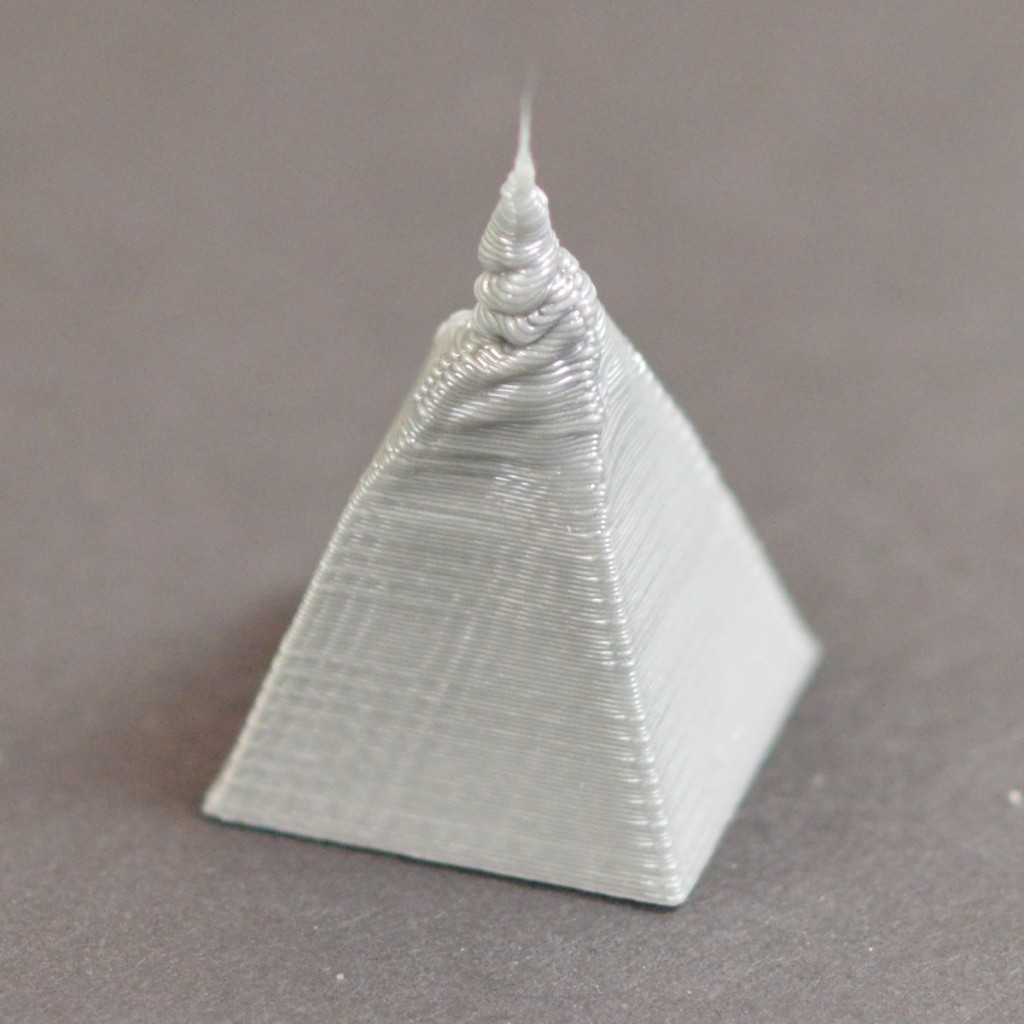
El plástico que sale del extrusora puede estar entre 190 y 310 grados centígrados. Si bien el plástico aún está caliente, es flexible y se puede formar fácilmente en diferentes formas. Sin embargo, a medida que se enfría, se solidifica rápidamente y conserva su forma. Debe lograr el equilibrio correcto entre temperatura y enfriamiento para que su plástico pueda fluir libremente a través de la boquilla, pero pueda solidificarse rápidamente para mantener las dimensiones exactas de nuestra pieza impresa en 3D. Si no se logra este equilibrio, comenzaremos a notar algunos problemas de calidad de impresión en los que el exterior del modelo no es tan preciso y definido como nos gustaría. Como puede ver en la imagen superior, el filamento extruido en la parte superior de la pirámide no pudo enfriarse lo suficientemente rápido como para mantener su forma.
Solución:
- Asegurarse de tener un buen funcionamiento del ventilador de capa.
- Mejorar el enfriamiento de capa
- Bajar la temperatura de impresionante
- Bajar la velocidad e impresión
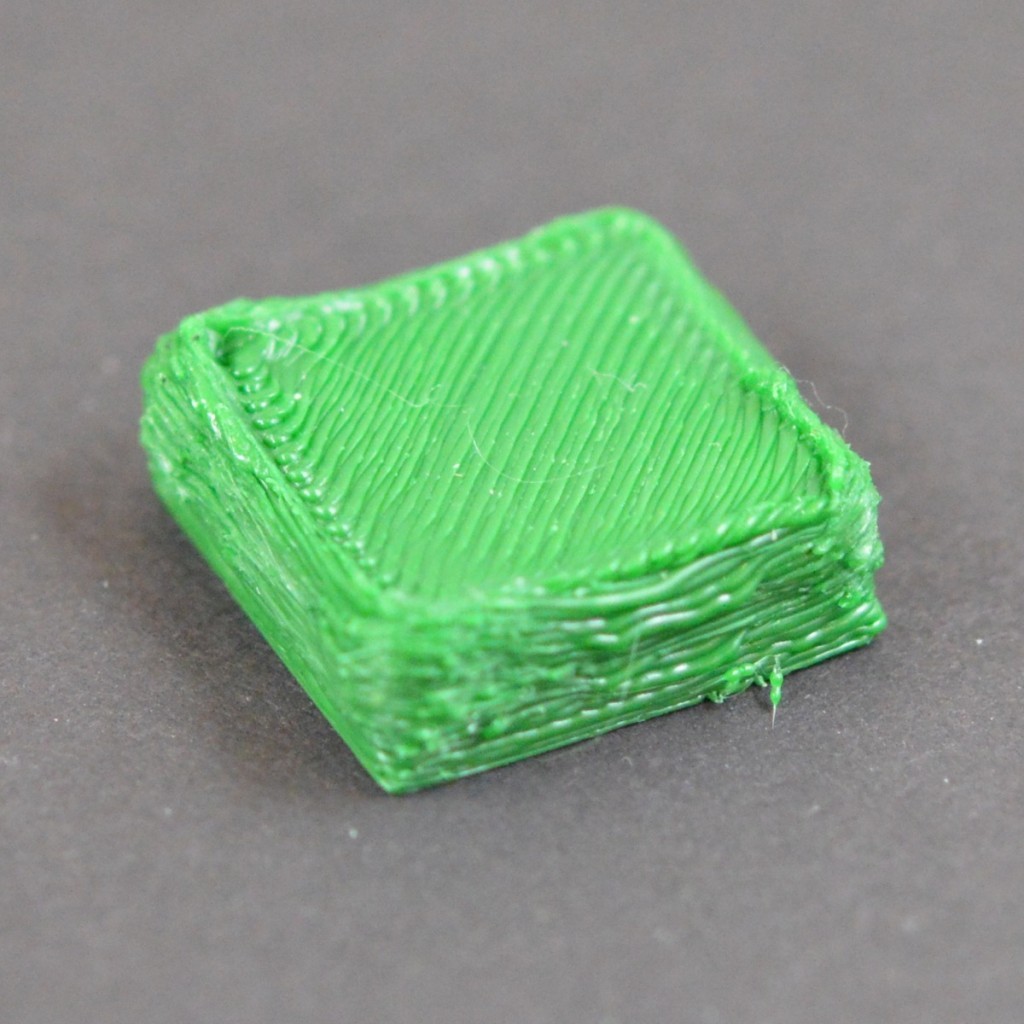
Impresión peluda (Hairy print)

En principio es importante aclarar que la impresión "peluda" o hairy print es un problema diferente a la del encordado (stringing). Los hilos que aparecen en la impresión peluda son muy, muy delgados y parecen ser capaces de aparecer incluso sin que el cabezal realice movimientos de viaje.
Aunque las causas de este problema no están aun del todo claras parece que tiene mucho que ver con el material de impresión que estamos usando (tipo y calidad), siendo lo más probable que ocurra con los materiales mas viscosos. Es conveniente asegurarnos de que nuestra boquilla esté limpia para que las pequeñas cantidades de plástico que pueden quedar adheridas a ella no sean depositadas al azar durante la impresión.
De cualquier modo, este no es un problema grave, los pequeños pelos son bastante fáciles de quitar frotándolos con los dedos o pasando una lija fina.
Solución:
- Mantener limpio todo el extrusor
- Asegurarse de la calidad del filamento utilizado
- En caso de que el material sea muy viscoso intentar cambiarlo
- Limpieza de la pieza terminada
Desplazamientos (Layer Shifting)
La mayoría de las impresoras 3D utilizan un sistema de control de lazo abierto, esto que quiere decir que no tienen datos sobre la ubicación real del cabezal de la herramienta. La impresora simplemente intenta mover el cabezal de la herramienta a una ubicación específica y espera que llegue allí. En la mayoría de los casos, esto funciona bien porque los motores paso a paso que impulsan la impresora son bastante potentes y no hay cargas significativas para evitar que el cabezal se mueva. Sin embargo, si algo sale mal, la impresora no tendría forma de saberlo. Por ejemplo, si golpeamos la impresora mientras imprime, puede suceder que el cabezal de se mueva a una nueva posición. Como la máquina no tiene retroalimentación para detectar esto, seguiría imprimiendo como si nada hubiera pasado. Otro motivo posible es que la velocidad sea excesiva y que al cambiar de sentido el movimiento, la inercia del cabezal haga que el motor pierda pasos.También puede suceder que haya problemas mecánicos (excesivo rozamiento) o un problema en los drivers de los motores que haga que estos pierdan pasos.
Solución:
- Imprimir en un lugar seguro y estable
- Bajar las velocidades de impresión y viaje
- Verificar la fuente y la calibracion de los drivers
Base curvada (pata de elefante)
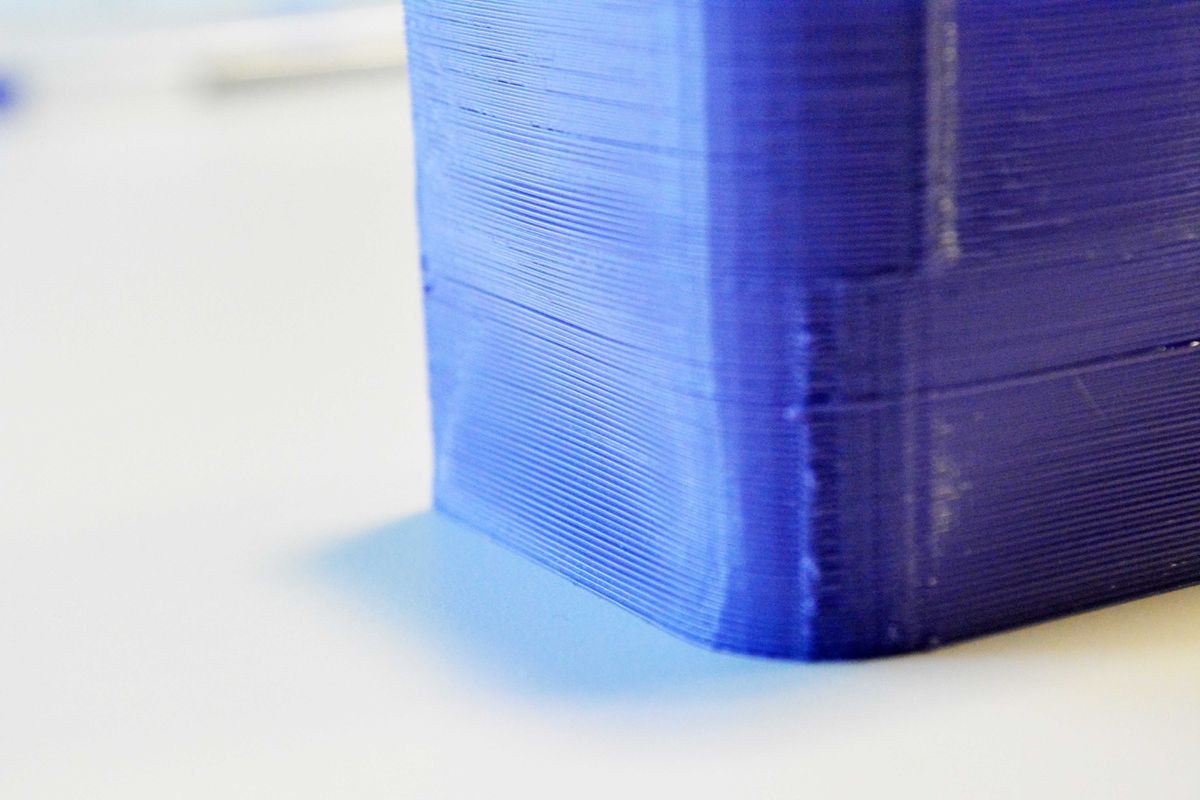
Estos defectos surgen a causa de la alta temperatura de la plataforma. Las capas templadas de filamento se depositan sobre las anteriores líneas de material y el contacto con estas capas mantienen a las nuevas líneas en su sitio hasta que se enfrían y se endurecen. Con una cama muy caliente el plástico se mantiene a una temperatura donde todavía es maleable. A medida que vamos poniendo nuevas capas de plástico en la parte superior de esta masa semisólida de plástico, las fuerzas de contracción de las nuevas capas hacen que el objeto se vaya encogiendo por la parte inferior. Esto continúa hasta que la impresión alcanza una altura donde el calor de la cama ya no mantiene el objeto templado y cada capa se vuelve sólida antes de que la siguiente se deposite sobre ella, manteniendo así la parte alta de la pieza en su posición.
Solución:
- Bajar la temperatura de la cama caliente
- Asegurarse de usar ventilador (Fan) de capa
Goteado y manchado (Blobs and Zits)
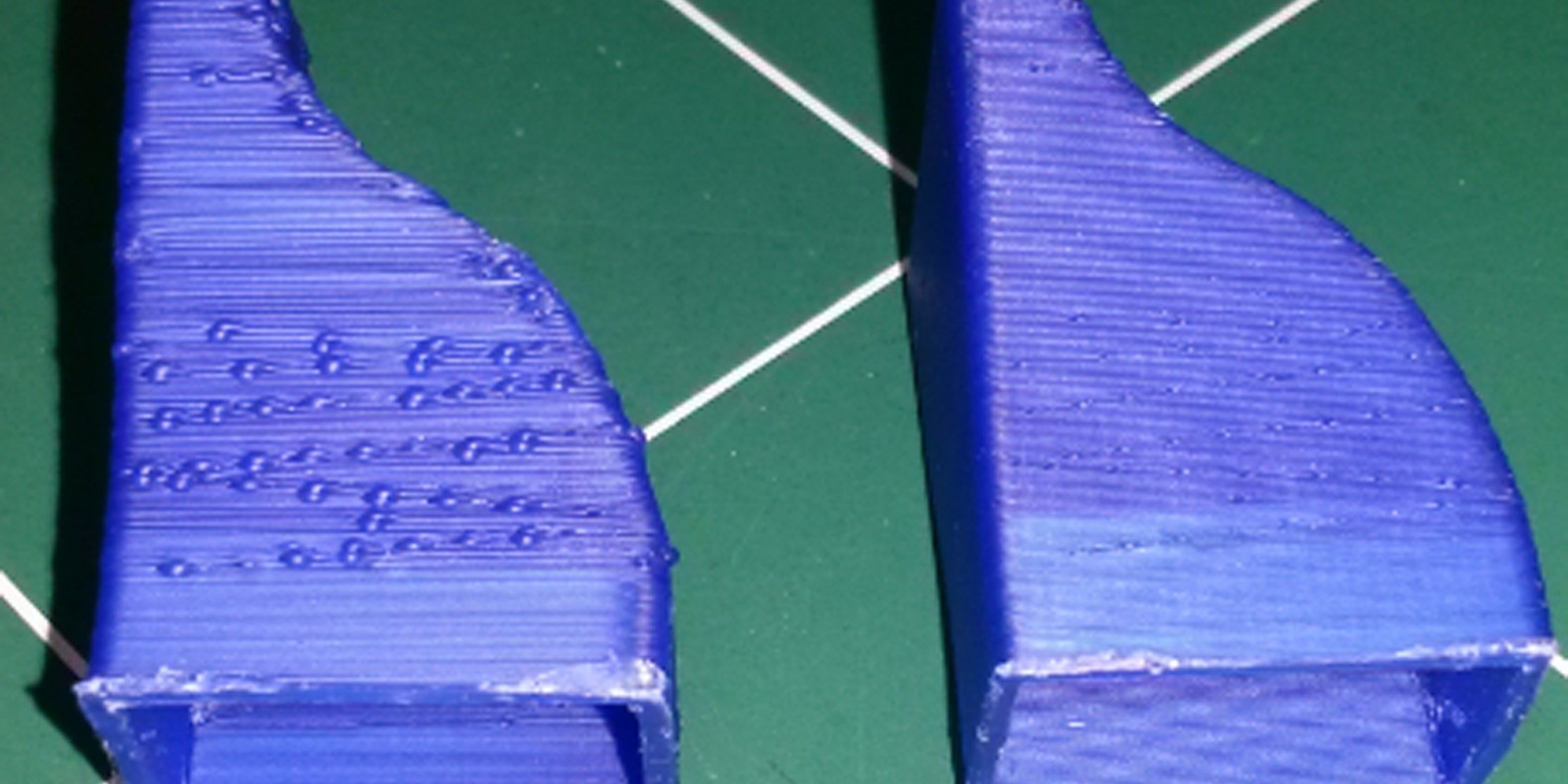
Cuando una pieza tiene en su superficie burbujas o pequeñas hendiduras probablemente es por estar imprimiendo a temperatura demasiado alta. Cuando extruimos un filamento a temperatura más alta de lo debido se crean burbujas en el hilo que se extruye y estas irregularidades se ven en las paredes de las piezas. Además cuando imprimimos a temperaturas altas el material es más viscoso e inestable y es más difícil posicionar el hilo en las coordenadas adecuadas creando de esta manera surcos en la pieza.
Solución:
- Ir descendiendo la temperatura del extrusor hasta eliminar el problema.
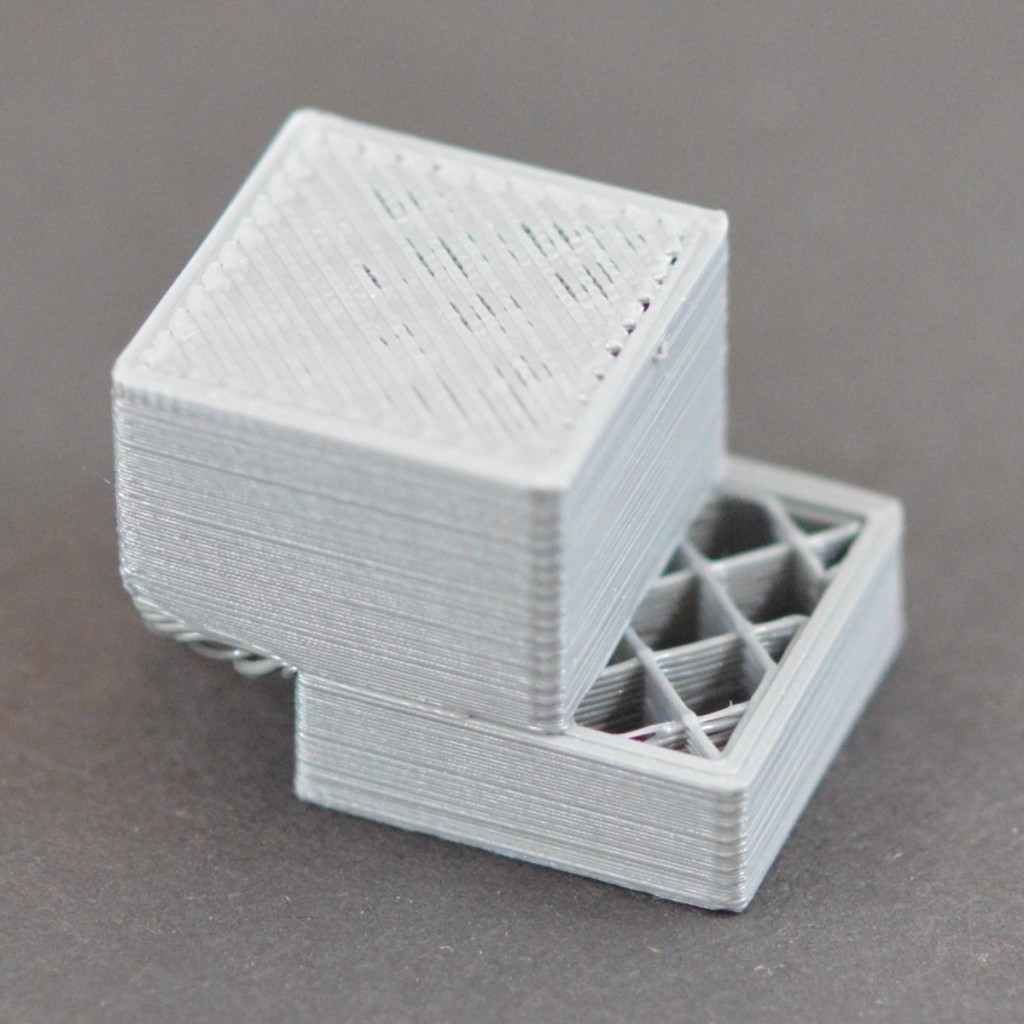
Espacios entre relleno y contorno (Gaps Between Infill and Outline)
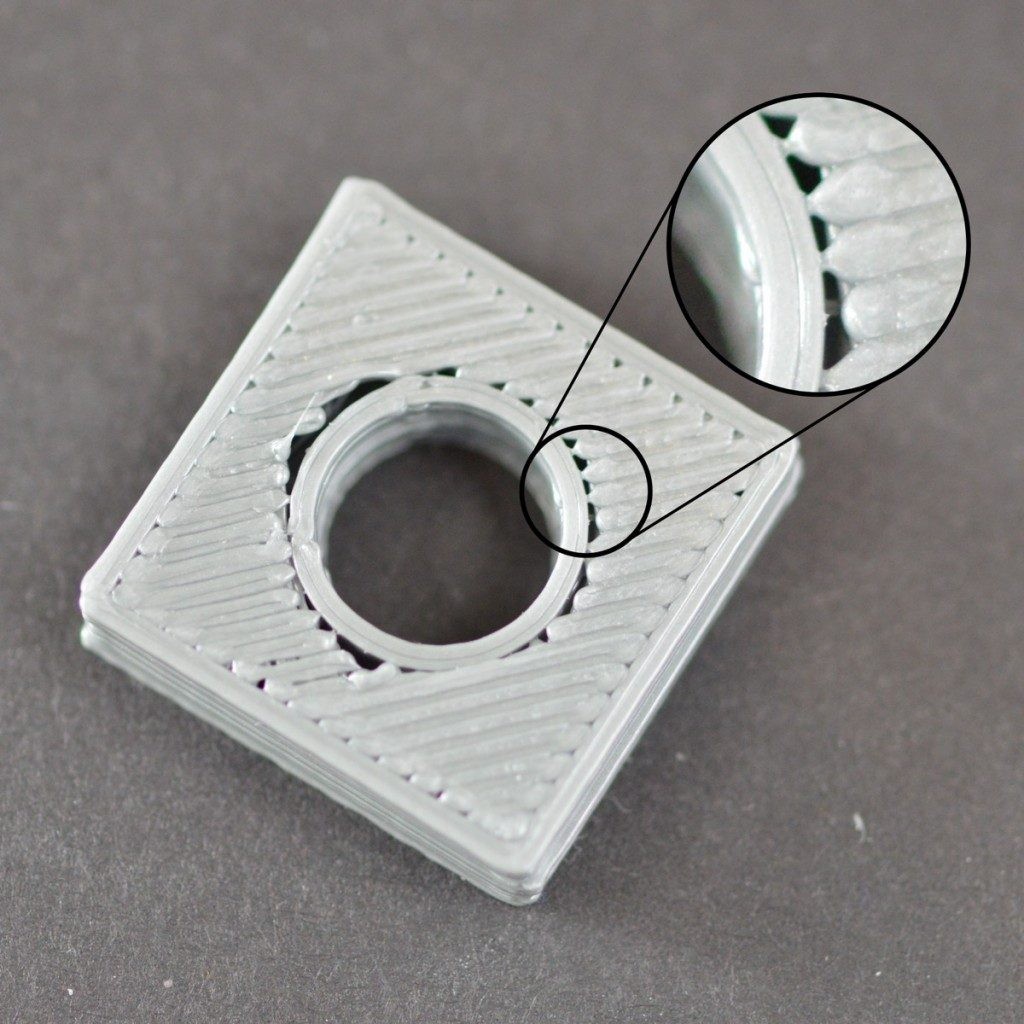
Cada capa de nuestra pieza impresa en 3D se crea utilizando una combinación de perímetros de contorno y relleno. Los perímetros trazan el contorno de su pieza creando un exterior fuerte y preciso. El relleno se imprime dentro de estos perímetros para formar el resto de la capa. El relleno generalmente usa un patrón rápido de ida y vuelta para permitir velocidades de impresión rápidas. Debido a que el relleno utiliza un patrón diferente al del contorno de su parte, es importante que estas dos secciones se fusionen para formar un enlace sólido. Esa fusión se logra superponiendo levemente ambas zonas (overlap) Si notamos pequeños espacios entre los bordes del relleno, entonces hay algunas configuraciones que debemos verificar.
Solución:
- Aumentar la superposición de contorno y relleno (overlap), esta es una de las opciones del slicer que estemos usando. Un valor de 20 a 30% debería ser suficiente
- Disminuir la velocidad de impresión. Una velocidad de 50/60 mm/seg debería funcionar
Grietas en la pieza (Layer Splitting)
Las grietas en las piezas aparecen sobre todo cuando la pieza es grande. La mesa caliente provee de calor a la pieza pero en el caso de las piezas grandes la temperatura no llega a las capas altas. Es aquí cuando surgen las grietas al aparecer tensiones y despegarse una capa de otra.
Este problema tiene pocas soluciones prácticas. Una recomendación sería, en caso de tener que imprimir piezas grandes, utilizar materiales con el menor coeficiente de contracción posible (como el PLA). Si no es posible cambiar de material, tendremos que jugar con la temperatura de la cama, intentaremos subir la temperatura todo lo posible hasta llegar al límite en el que no podamos elevarlo más porque comenzaran a aparecer problemas de bases curvadas.
Solución:
- Cambiar de material por uno con menor contracción
- Imprimir en un recinto que asegure una temperatura adecuada y uniforme del entorno
- Mantener toda la pieza caliente subiendo la temperatura de la cama
Extrusor Tapado
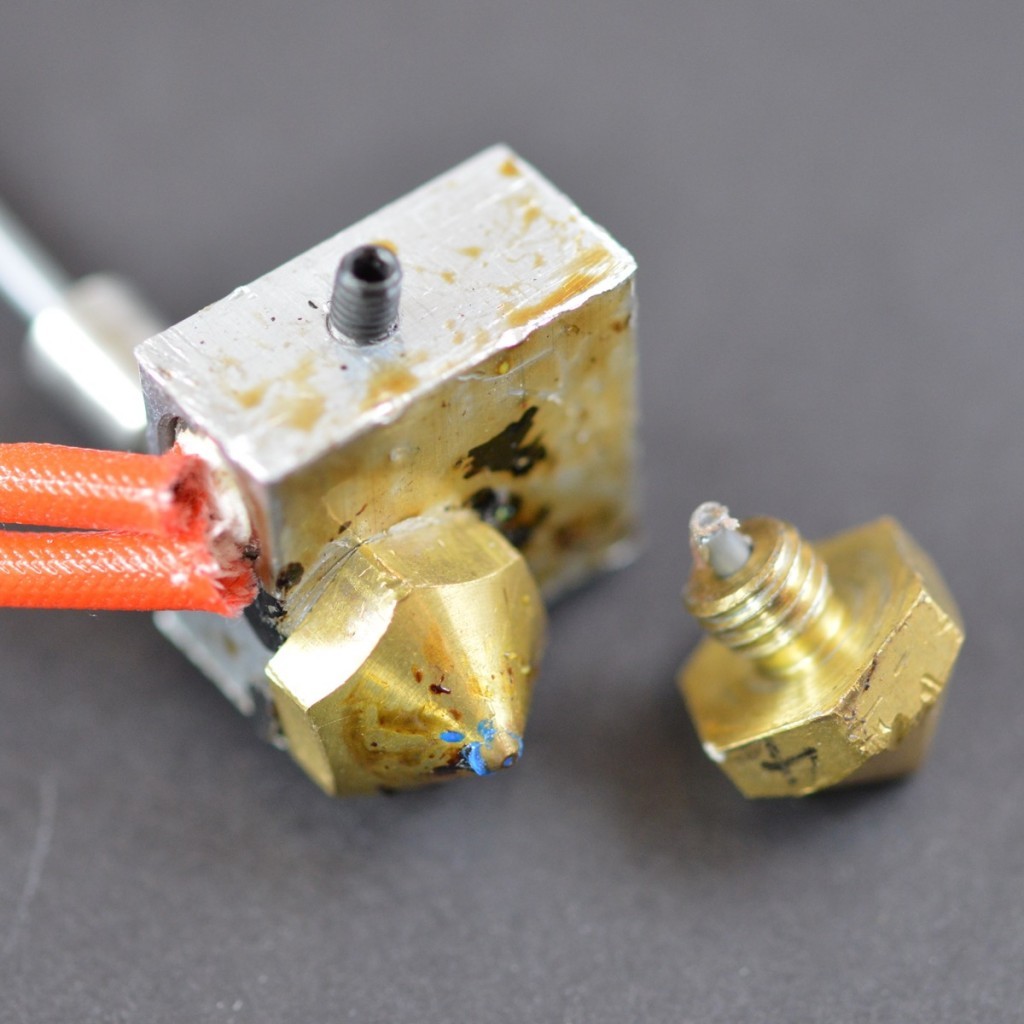
Nuestra impresora 3D debe derretir y extruir muchos kilogramos de plástico durante su vida útil. Para hacer las cosas más complicadas, todo este plástico debe salir de la extrusora a través de un pequeño orificio que es tan grande como un solo grano de arena. Inevitablemente, puede llegar un momento en que algo salga mal con este proceso y la extrusora ya no pueda empujar el plástico a través de la boquilla. Estos atascos u obstrucciones generalmente se deben a algo dentro de la boquilla que impide que el plástico se extruya libremente. Sé bien que puede ser desalentador la primera vez que sucede, pero veremos que no es nada grave y que se puede resolver fácilmente en la mayoría de los casos
Solución:
- Limpiar el extrusor sobrecalentando y forzando manualmente la extrusion
- Limpiar el pico sobrecalentando y utilizando una aguja para tal fin (vienen calibradas a la medida de cada pico)
- Desmontar y limpiar el extrusor
Filamento mordido (Grinding)

La mayoría de las impresoras 3D utilizan un pequeño engranaje de accionamiento que tracciona el filamento que se encuentra intercalado entre este engranaje y un rodamiento. El engranaje impulsor tiene dientes afilados que le permiten morder el filamento y empujarlo hacia adelante o hacia atrás, dependiendo de la dirección en que gire el engranaje impulsor de manera sincronizada con la impresión. Si por algún motivo, el filamento no puede moverse, pero el engranaje impulsor sigue girando, puede moler suficiente plástico del filamento para que no quede nada a lo que agarrarse los dientes del engranaje. Si esto sucede en tu impresora, normalmente vas a ver muchas pequeñas virutas de plástico del plástico que se ha molido. También pueden notar que el motor del extrusor está girando, pero el filamento no está siendo arrastrado hacia el cuerpo del extrusor.
Solución:
- Cortar el filamento u desechar la parte molida.
- Verificar obstrucciones en el extrusor
- Verificar temperatura adecuada para el plástico utilizado
- Bajar las velocidades de impresión y de retracción
Filamento Enredado

Puede parecer obvio, pero les recomiendo que de vez en cuando se asegures de que el filamento pueda desenrollarse sin problemas. Comprueben que el filamento no se superpone en el carrete. No es raro tener un rulo de filamento debajo de varias capas de hilo bobinado que se generan al sacar la bobina de la impresora para el almacenamiento y pueden ser difíciles de ver. Estas superposiciones de filamentos se transmiten por el hilo de la bobina hasta que se genera un nudo y cuando llega al extrusor frena el paso del filamento. Sobre todo hay que tener cuidado al comenzar una bobina nueva. Fácilmente el filamento se desenrolla y puede salirse de la bobina facilitando los nudos.
No dejen a la impresora imprimiendo sola si no están completamente seguros de que esto no puede suceder
Solución:
- Asegurarse de tener un eficiente sistema de desbobinado
- Ser prolijos con el orden del filamento al arrollarlo
- Revisar que el rollo este ordenado antes de comenzar a imprimir
- Vigilar el desarrollo de la impresión (sobre todo en impresiones de muchas horas)
2. La primera capa no se Imprime (Falta de extrusion)
FALTA DE EXTRUSION AL INICIO DE LA IMPRESIÓN
PROBLEMA:
Al comienzo de la impresión no sale nada de plástico durante la primera capa.
La capa es inexistente o se suele ver casi transparente

CAUSAS POSIBLES:
Hotend vacio
Algunas veces, cuando la impresora está en reposo a la espera de comenzar la impresión, gotea plástico por la boquilla debido a una temperatura excesiva del hotend (suele suceder al precalentar el equipo) Esto provoca que el plástico no este disponible inmediatamente y en los primeros segundos de impresión no salga material por el pico.
Solución:
Purgar el extrusor (se puede hacer manualmente antes de comenzar, o aun mejor, habilitar la opción de hacer un skirt (pollera), desde el software de impresión utilizado, eso purgara el sistema y la impresión comenzara correctamente
Asegurarse de que la configuración de la temperatura del hotend sea la correcta, eso desde hace también desde el software de impresión. Recuerden que cada plástico tiene la suya, que esta dada por el fabricante dentro de un rango. Ademas, dentro de ese rango, la temperatura mas apropiada tendrá que ver con su propia experiencia y el contexto de impresión. O sea que si el extrusor gotea, bajen unos grados la temperatura y prueben otra vez
Falta de filamento
Esto puede suceder si el filamento no avanza correctamente debido a un problema en el impulsor o simplemente esta trabado o no esta colocado en la maquina
SOLUCION:
Verificar visual y manualmente si hay filamento disponible. Precalentar el extrusor y hacer avanzar filamento desde el panel de control del equipo hasta ver que sale un hilo de plastico continuo por el pico
Pico demasiado cerca de la cama
Esta es una de las causas mas comunes. Puede suceder que el eje Z no esté correctamente calibrado y la boquilla toca la cama de impresión, o no deja un distancia suficiente, impidiendo que el plástico salga con facilidad. Este problema se observa solo durante la impresión de la primera capa.
Solución:
Bajar la cama dos o tres décimas de mm (0,2/0,3mm) desde el software, o desde el panel (según la impresora) Otra opción es modificar la altura del limite de carrera del eje Z. Si el equipo lo dispone, realizar autonivelación
Extrusor obstruido
El extrusor suele obstruirse total o parcialmente, esto puede suceder si quedan restos de plástico dentro de la boquilla, cuando el plástico caliente se asienta dentro del extrusor durante demasiado tiempo, o si el enfriamiento térmico del extrusor no es suficiente y el filamento comienza a ablandarse fuera de la zona de fusión deseada sin motivo
Solución:
Un primer intento seria modificar desde el panel de control de la maquina la temperatura de extrusion, llevándola al máximo posible y luego volver a intentar mover el filamento con el modo manual del impulsor. También pueden empujar suavemente el filamento con sus manos, tratando de forzar el destapado. Si aun así no lo logran, den parte a quien se ocupe del mantenimiento de la impresora, ya que habrá que desarmar el extrusor para destaparlo , y aunque no es una tarea muy complicada, hace falta experiencia y herramientas.
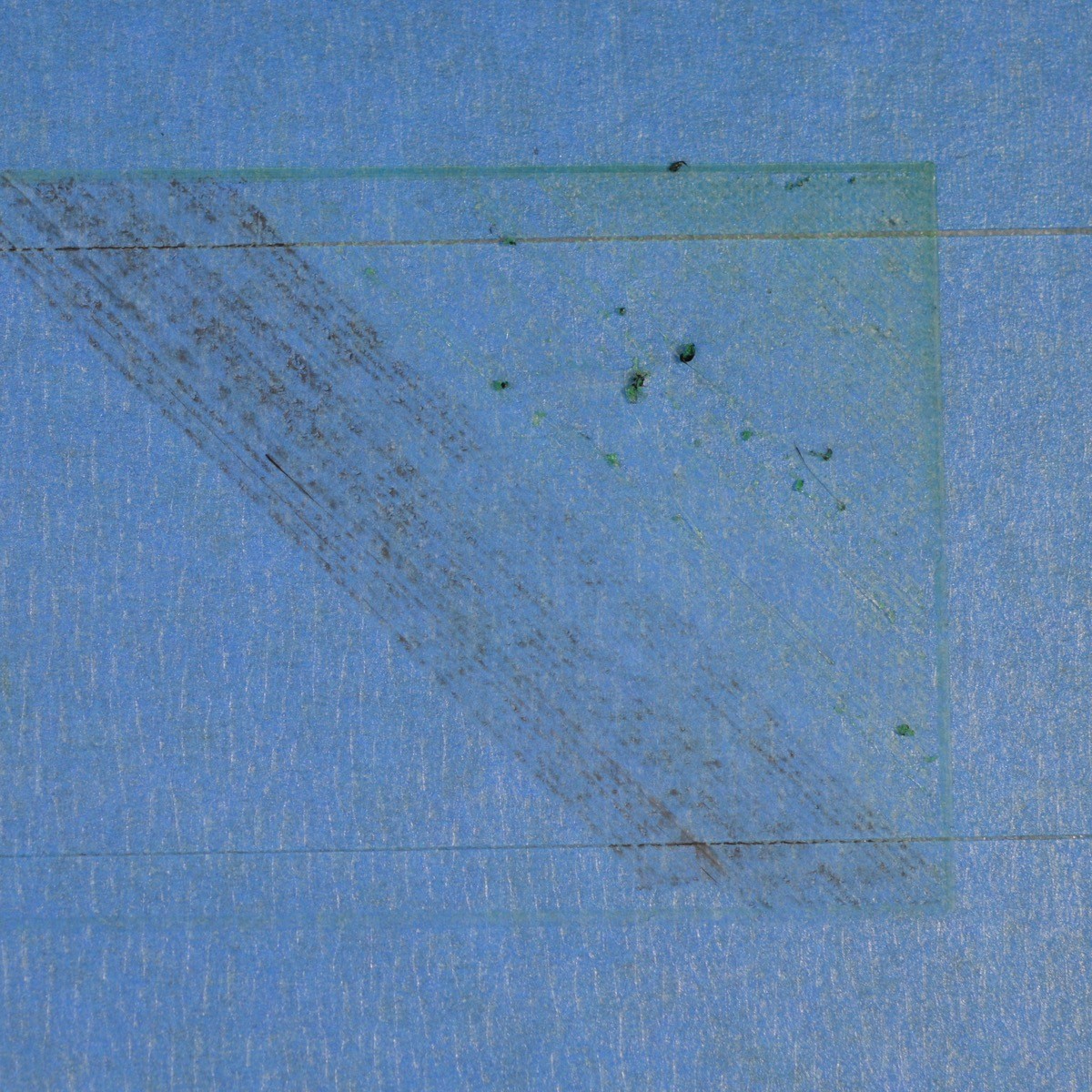
3. La primera capa no se pega (Falta de adherencia)
DESPEGADO DE LA PIEZA POR FALTA DE ADHERENCIA EN LA PRIMERA CAPA
Es muy importante que la primera capa de su impresión esté fuertemente adherida a la plataforma de construcción de la impresora para que el resto de se pueda construir sobre esta base. Si la primera capa no se adhiere a la plataforma, no sera posible hacer la impresión. Hay varias causas posibles y diferentes formas de hacer frente a estos problemas de adhesión de la primera capa, por lo que examinaremos varias causas típicas a continuación y explicaremos cómo abordar cada una.


CAUSA: Cama de impresión mal nivelada
Las plataformas de construcción de las impresoras incluyen una cama ajustable con varios tornillos (tres o cuatro) o perillas que controlan la posición de la cama. Si la cama no está nivelada, un lado de la cama puede estar demasiado cerca de la boquilla, mientras que el otro lado está demasiado lejos, eso hará que un lado no se adhiera a la cama
Solución:
Realizar un buena nivelación de la cama antes de comenzar a imprimir y revisarla periódicamente. En algunas impresoras (como las Weedo), este es un proceso auxiliado por la maquina, ir a la opción de nivelación del panel de control y el equipo realizará un testeo de tres puntos de la cama. Si hay desnivel lo indicará y éste deberá ser corregido con los tornillos de nivelación por debajo de la plataforma, luego verificar nuevamente hasta que el nivelado sea el correcto. En otros equipos el proceso es igual, pero se realiza de manera manual. Desde el panel de control llevamos el extrusor hasta un punto extremo de la cama. luego se lleva el eje z al home, luego, se verifica el espacio (gap) entre el pico y la cama, este debe ser tal que pase un papel entre ellos rozando suavemente entre ellos, si no es asi, se ajusta el tornillo correspondiente a esa esquina, hasta lograrlo. Luego se repite el procedimiento en cada esquina de la cama (o en tres puntos equidistantes si es una cama circular). Finalmente se vuelve a revisar cada punto para asegurarse de que todo este bien
CAUSA: La boquilla comienza muy lejos de la cama
Si la impresión comienza con la boquilla (pico o nozzle) de impresión muy lejos de la cama no lograremos que la pieza se adhiera a la misma. Dicha distancia siempre es menor al diámetro del pico (en general menor a un 50%)
Solución:
Si nuestro modelo de impresora lo permite (como en las prusa i3), lo que podemos hacer es bajar el final de carrera del eje Z, de esta manera, lo que hacemos es disminuir la distancia de nozzle (pico) con respecto a la cama.
También podemos ajustar la altura del nozzle mediante el software de la impresora (si este lo permite, es un opción en marlin, pero no en las weedo). Para ello deberemos de tener en cuenta el parámetro de Z offset. En este parámetro, lo que hacemos es indicar a la impresora que acerque “-x mm” la boquilla a la cama caliente. Ejemplo: si determinados un valor de -0.05mm, cuando vaya a comenzar la impresión, el eje z bajara 0.05mm y de esta manera facilitamos que el plástico salga sin ningún problema. El valor dependerá de cada situación e impresora, lo conveniente establecer un valor e ir variando el valor hasta el punto que el nozzle ya esté cerca con la base caliente.
CAUSA: Demasiada velocidad de impresión en la primera capa
Normalmente la velocidad de impresión de la primera capa se debe de realizar a la mitad de velocidad de impresión que asignamos a nuestra pieza. De esta manera lo que hacemos es asegurarnos de que el filamento se adhiere a la base.
Solución:
Se soluciona modificando el parámetro del software de impresión que se denomina “First Layer Speed”. Si seleccionamos un 50%, le estamos indicando a la impresora que imprima la primera capa a la mitad de velocidad que el resto de las capas.
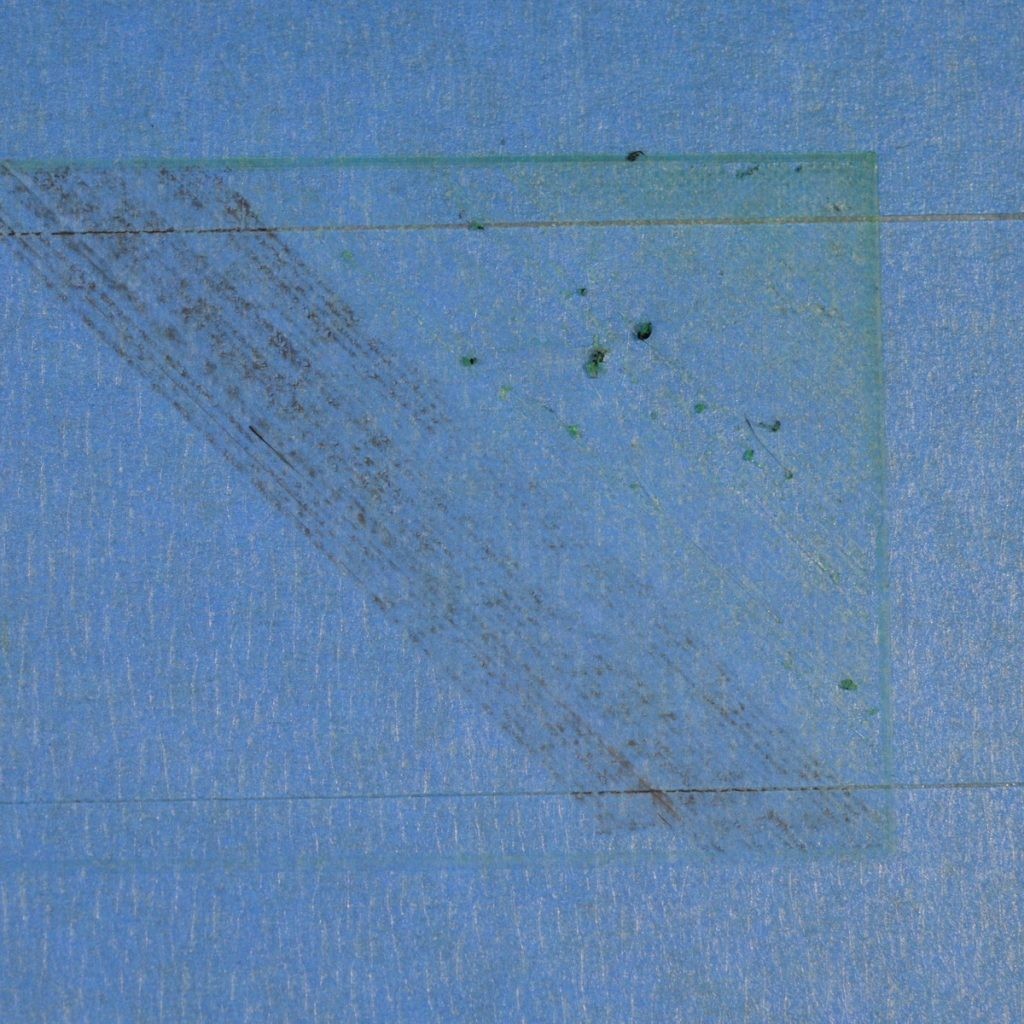
CAUSA: Diferencias de Temperatura
Cuando se deposita el filamento en una base fría, es normal que el plástico se enfríe más rápido provocando que no se pegue.
Solución:
Para evitar el despegue por contracción las impresoras disponen de una base caliente. Usarla, aumentando la temperatura hasta conseguir que se adhiera mejor. La temperatura de la base caliente depende del tipo de filamento que se esté usando, y también de la temperatura de entorno. Es el propio fabricante el que indica la temperatura que hay que establecer para imprimir cada material. Ademas, se suelen utilizar elementos que aumentan la adhesión, como la cinta azul de pintor (para el PLA), cinta de kapton (poliamida) en el caso del ABS, o hacer una una base adhesiva con laca para el pelo pegamento en barra (tipo UHU) o un adhesivo especifico para impresión 3D. También existe una película fina llamada Build-Tak, esta se pega con su propio autoadhesivo sobre la cama caliente y se logra una adherencia excelente sin otros aditivos.
Si disponemos de ventilación de capa, también provoca que se enfríe el filamento más rápido. Esto se soluciona deshabilitando ese ventilador durante la impresión de la primera capa.
Cuando todo lo demás falla: BRIMS y RAFTS
A veces estamos imprimiendo una parte muy pequeña que simplemente no tiene suficiente área de superficie para adherirse a la superficie de la plataforma de construcción. Todos los softwares de impresión 3D incluyen varias opciones que pueden ayudar a aumentar esta área de superficie para proporcionar una superficie más grande para adherirse a la cama de impresión. Una de estas opciones se llama BRIM, o “borde”. El Brim agrega anillos adicionales alrededor del exterior de su parte, de forma similar a cómo un ala de un sombrero aumenta la circunferencia del sombrero. Esta opción se puede habilitar yendo a la pestaña correspondiente en cada soft. Dado que este borde consiste en una única capa levemente gruesa, es muy fácil de eliminar una vez que la impresión se ha completado.
Otra opción es agregar un RAFT o “balsa” debajo del objeto a imprimir, que también se puede usar para proporcionar una superficie más grande para la adhesión de la cama. El Raft también se utiliza en piezas delgadas para que no se deformen durante la impresión.